Fraises en céramique monobloc Beyond EADE™ de Kennametal
03/07/2013
Ces nouvelles fraises fournissent des performances inédites en termes de vitesse et de durée de vie pour l'usinage des alliages haute température à base de nickel
L'usinage des alliages à base de nickel est souvent laborieux et coûteux. En général, les outils en carbure monobloc fonctionnent à des vitesses comprises entre 65 et 200 pieds linéaires par minute (SFM) (de 20 à 60 m/min) avec ces matériaux, et leur durée de vie est limitée.
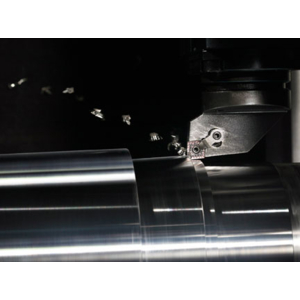
Les nouvelles fraises en céramique monobloc de la nuance Beyond KYS40™ de Kennametal présentent quant à elles des améliorations des ordres de grandeur pour l'usinage des alliages à base de nickel haute résistance, assurant l'ébauchage à des vitesses de coupe pouvant atteindre 3 300 SFM (1 000 m/min) et garantissant une durée de vie d'outil de deux à trois fois supérieure à celle des outils en carbure monobloc comparables.
La nouvelle nuance céramique SiAlON KYS40 de Kennametal et la conception globale des fraises en céramique monobloc représentent désormais la méthode optimale pour ébaucher les alliages haute température à base de nickel. Les vitesses de coupe sur les superalliages à base de nickel peuvent être jusqu'à 20 fois supérieures à celles des fraises en carbure monobloc, et grâce à l'exceptionnelle résistance à la chaleur et aux arêtes de coupe renforcées de la céramique, la durée de vie de l'outil peut être jusqu'à cinq fois supérieure, voire plus .
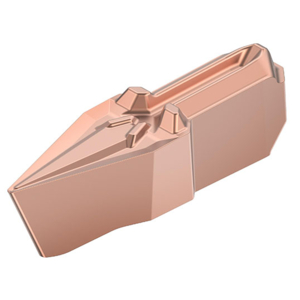
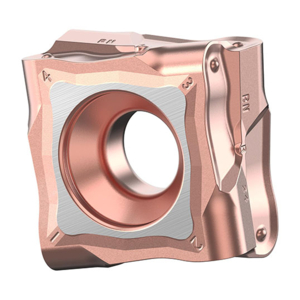
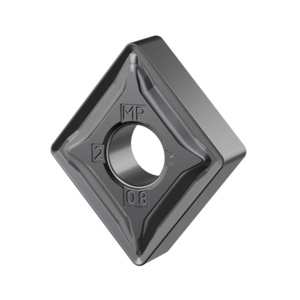
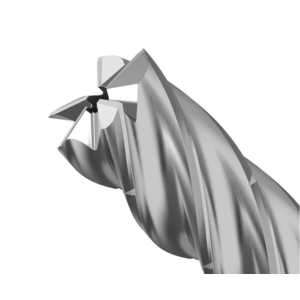
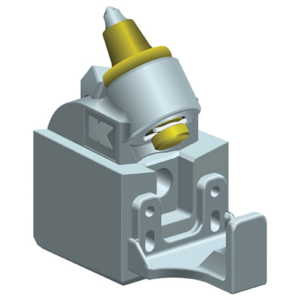
Deux types de fraises en céramique monobloc KYS40 sont disponibles : une version six dents pour le fraisage et le profilage, et une version quatre dentsà col pour le rainurage et l'usinage des poches. Les deux gammes de produits peuvent aussi être utilisées pour le ramping, l'interpolation hélicoïdale et l'usinage trochoïdal.
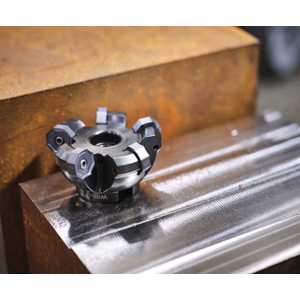
Les nouvelles fraises en céramique KYS40 de Kennametal sont disponibles dans une gamme comprise entre 3/16 et ½ pouce (4 - 12 mm). L'outil ne nécessite pas de système de serrage spécial. Des mandrins haute performance à serrage à pince ou hydraulique classiques sont largement suffisants. La seule condition est que le mandrin doit être capable de fonctionner à des vitesses suffisamment élevées pour l'usinage des superalliages. Pour garantir une durée de vie d'outil optimale, un équilibrage final est préconisé.